2021-08-03 16:49:41 0
如今,PP打包带成为一种使用范围较为广泛的包装材料,其背后的打包带生产线也逐渐获得大众关注。但是仍然有部分人对打包带生产线的组成机制以及其工作原理不清楚,今天科美佳包装设备就将PP打包带生产线组成机制以及其工作原理进行详细地解说一遍。
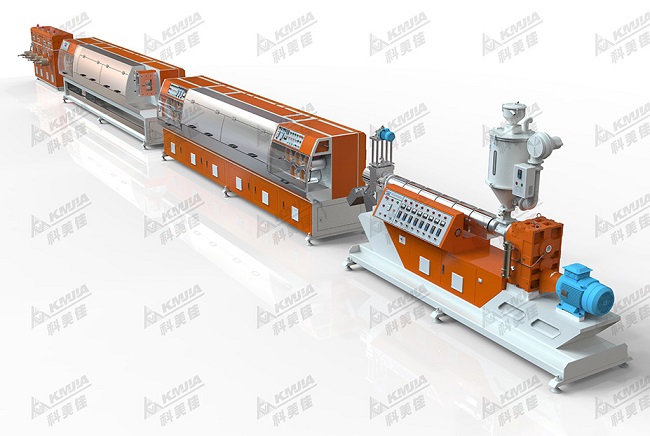
PP打包带生产线组成机制
PP打包带生产线主要由自动上料机、干燥机(或除湿干燥装置)、挤出机、过滤器、模具、水槽、牵引机、烘箱、拉伸机组、热定型箱、收卷机等组合而成。
PP打包带生产线工作原理
PP打包带生产线的工作原理主要包含6点,如下:
1、PP打包带生产线主副机传动由调速电机、减速器、轴套组成。成型部分由螺杆料筒、机头、口模组成。原料通过料斗到螺杆料筒加热挤压出初胚。温度控制机身第一段--120度,第二段--170度,第三段--220度,机头有250--280度。
2、PP打包带生产线下水箱对主副机口模初胚冷却定型。带料出机头后温度很高,要立即进入水中冷却,因为对等规聚丙烯在急冷的情况下容易生成酝晶结构,酝晶分子结构较疏松。容易拉伸取向,获得高质量的产品。(温馨提醒:打包带生产线冷却水温一般控制在30-40度,打包带生产线模口距水面的距离为15-45毫米为宜)。
3、PP打包带生产线第一牵引由调速电机、牵引辊、减速器、链传动组成。它是将定型后的初胚输送到烘箱。
4、PP打包带生产线下烘箱二次加热便于拉伸;拉伸的主要目的是为了提高打包带的纵向强度,减少伸长率,打包带生产线上烘箱三次加热消除拉伸应力,上水箱消除热应力后定型。
5、PP打包带生产线压花机传动是调速电动机通过带传动、链传动、齿轮传动到第二牵引,到压花,接着是牵引。
① 第二牵引将二次加热的初胚通过拉力棒进行再次拉伸成型,同时输送给压花辊;
② 拉伸后的打包带经过两个带花纹的压辊,便被压上花纹,其作用是在使用中增加摩擦,不打滑,从外表上看美观大方。通过压花辊对产品表面压花后输送给上水箱或上烘箱;
③ 打包带生产线通过第三牵引将上水箱的成型输送给卷带机。
6、PP打包带生产线卷带机传动是调速电动机通过带传动、链传动分别传递给卷带轴和行程杆。它是将合格产品收卷成为规定外形、规定质量的单件产品






点
击
隐
藏
 0755-2728 1226
0755-2728 1226

 QQ咨询
QQ咨询
 在线客服
在线客服